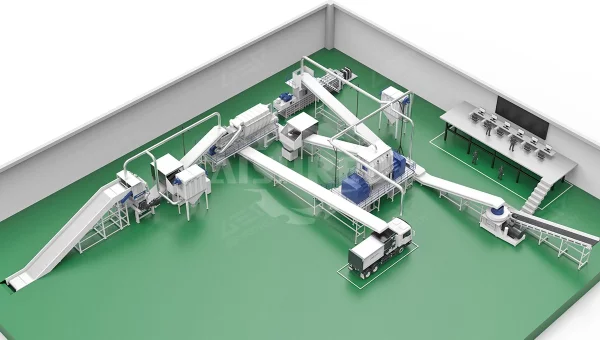
替代燃料生产线是一套将农林废弃物、生活垃圾、工业边角料、生物质秸秆等低值固废,通过破碎、分选、成型等工艺,转化为高热值、清洁可燃的RDF/SRF燃料的资源化系统。该生产线以撕碎、筛分、风选等核心装备为基础,实现“变废为能”,广泛应用于水泥窑协同处置、生物质电厂及工业供热等领域。

水泥窑具有高温燃烧环境(烧成带温度>1450°C)、长停留时间(主火焰中数秒,整体>20分钟)和稳定的运行条件,为城市生活垃圾(MSW)、污泥和其他替代燃料的协同处置提供了技术可行的平台。对于中小型水泥厂而言,这种方法为减少填埋、回收能源和改善环境绩效提供了参考路径。在实际应用中,该工艺通常包括两个主要流程:从城市生活垃圾制备垃圾衍生燃料(RDF),包括破碎、分选、干燥和粒度减小(通常为30–80mm),以满足窑炉进料要求。污泥的脱水和调理,将含水率降低(通常降至重量百分比40%以下),并为稳定安全的窑炉进料准备材料。RDF和污泥都可以通过专用的进料系统引入窑内。合理设计的系统可确保稳定燃烧,实现通常为15-30%的热替代率,并保持符合环境标准。RDF制备工艺RDF生产旨在将混合城市垃圾转化为更均匀、更高热值的燃料,适用于水泥窑。该工艺通常包括以下步骤:废物接收和预破碎——收集的城市生活垃圾卸料并进行粗破碎,将大块物料减小至

垃圾衍生燃料(RDF)和固体回收燃料(SRF)是通过系统化的废物处理、分选和资源回收过程生产的高质量替代燃料。作为“废物分类、回收和再利用链的关键组成部分,RDF和SRF提供了一种经济高效且可靠的能源,同时显著减少了填埋场使用、运输和处置成本。RDF/SRF生产工艺RDF/SRF生产通常包括几个阶段:初级破碎、筛分、分选、去除黑色金属和有色金属,以及最终破碎以达到均匀的颗粒尺寸和一致的燃料质量。根据材料特性和最终用户要求,先进的设备还可能包括干燥、压实和额外的分选步骤。工艺设计非常灵活。例如,高湿度或异质废物流可能需要额外的预处理或分选设备,而更均质的工业残留物可能采用简化的工作流程。定制化设计确保燃料质量、热值和法规合规性始终得到满足。项目实例每个RDF/SRF生产项目都是独特的,反映了处理的废物类型、当地法规和最终用户的要求。以下是一个向中国领先资源回收企业供应的大型RDF生产线的示例。中原环保RDF生产项目中原环保(CPEP)是中国最大的废物处理企业,多年来一直是循环经济实践的领导者。洁普智能环保于2017年与中原环保建立了战略合作伙伴关系,提供先进、高性能的废物处理解决方案,实现设施现代化并最大化资源回收。2025年,通过交付完整的RDF生产线(如上视频所示),这一合作伙伴关系得到了扩展。该系统处理各种具有挑战性的废物流,包括时尚废物、工业残留物和纺织厂边角料。通过集成的破碎、分选和精炼过程,这些材料被转化为高质量的替代燃料。最终的RDF产品供应给一家国有水泥厂,在能源密集型过程中替代化石燃料。这种替代减少了工厂的碳足迹,同时降低了运营燃料成本。该项目总投资2000万元人民币,是大型RDF/SRF生产中效率、可持续性和经济价值的行业标杆。洁普智能环保RDF/SRF设备洁普智能环保提供全套RDF/SRF生产设备,设计用于高效率、耐用性和适应各种废物类型。关键设备包括:双轴撕碎机——高处理量和优异的材料适应性,适用于大体积、复杂或异质废物流的初级破碎。单轴撕碎机——提供精确、可控的输出尺寸,能耗较低,适用于二次破碎或精细物料处理。打包机/压块机——压缩松散材料,便于存储、运输和向下游设备的一致供料。RDF成型机——将处理过的废物转化为致密的燃料颗粒,提高热值、运输效率以及在水泥窑、锅炉或发电厂中的燃烧性能。可以集成额外的支持系统以形成完整的RDF/SRF生产线,包括输送机、磁选机、涡电流分选机、风选机、
水泥窑凭借其高温燃烧环境(烧成带温度>1450℃)、长停留时间(主火焰区数秒,整体>20分钟)以及稳定的运行条件,为城市生活垃圾(MSW)、市政污泥等替代燃料的协同处置提供了理想的技术平台。对于中小型水泥企业而言,这一方式为减少填埋、回收能源和改善环境绩效提供了参考路径。在实际应用中,该工艺通常包含两大处理流程:生活垃圾制备衍生燃料(RDF):通过破碎、分选、干燥和粒度控制(通常30–80mm)等工序满足窑炉投料要求污泥脱水调理系统:将含水率降至40%以下,确保物料满足安全稳定的投料条件RDF与污泥均可通过专用投料系统送入窑内。设计合理的系统能确保燃烧稳定,实现15-30%的热替代率,并保持环保达标排放。RDF制备工艺流程RDF生产工艺旨在将混合城市生活垃圾转化为适合水泥窑使用的均质化高热值燃料,主要包含以下环节:垃圾接收与粗破碎:进场垃圾经卸料后通过粗破碎将大件物料粉碎至<300mm筛分分选:通过磁选、风选及人工/自动分拣去除惰性物与可回收物,确保不可燃物(石块/玻璃/金属等)占比<10%精细破碎:可燃物经二次破碎至30-80mm粒径,保障投料顺畅与完全燃烧水分控制:RDF含水率通常控制在20%以下以避免堵塞并维持燃烧稳定性均质化处理:经混合调配后热值稳定在12-18MJ/kg(视垃圾成分而定)压缩转运:成型RDF可打包或造粒(密度0.6-0.8t/m³)以提高运输效率通过该工艺,RDF可替代水泥窑10-20%的传统燃料而不影响生产稳定性。水泥窑上料系统不同废弃物通过专用上料系统进入水泥窑,各系统设计均需确保燃烧稳定、计量精确与运行安全:污泥上料系统脱水污泥(含水率<40%)从储仓排出,经螺杆泵正压输送至煅烧窑,给料速度通常5-20t/h(根据窑型调整),通过泵速调节实现精准控制。RDF上料系统RDF经双螺旋给料机从储仓排出,通过管状皮带输送至窑头缓冲仓(中型生产线100-300m³),仓内搅拌装置均化物料后经密封计量单元控制,通过多通道燃烧器替代10-20%燃煤。筛下物上料系统筛分细料(<30mm)经板式给料机计量后,通过管状皮带输送至窑尾煅烧窑,贡献3-8%热替代率。废旧轮胎上料系统轮胎破碎后的胶块(约50×50mm)或整胎通过专用系统投入窑中段或窑尾,高温环境(>1450℃)与长停留时间(>20分钟)确保完全燃尽,提供稳定高热值燃料(20-30MJ/kg)。燃烧与烟气净化系统在窑炉系统内,垃圾衍生燃料(

在中国经济最为活跃的长三角地区,一条年产10万吨的废纺替代燃料生产线即将投产,为当地一家由央企运营的水泥窑提供高效、环保的RDF燃料(Refuse-Derived Fuel),以替代传统煤炭,降低温室气体排放。这一项目不仅为水泥行业的绿色转型注入新动力,也成为循环经济领域的一大亮点。长三角地区是全球重要的纺织服装产业基地,每年大量服装生产的同时,也不可避免地伴随着边角料的大量堆积,废纺处理成为一大难题。这条年产10万吨的替代燃料生产线,通过将废弃纺织品转化为高热值的RDF燃料,不仅解决了当地废纺处理能力不足的问题,还减少了化石能源的使用,为节能减排和循环经济的推进提供了有力支持。洁普智能环保为该项目提供了整套设计与核心设备。不同于传统的“双轴撕碎机+单轴撕碎机+RDF成型机”组合,此次采用三台不同配置的双轴撕碎机分步切碎,再通过RDF成型机压制成燃料棒。这样的工艺设计显著降低了停机维护时间,减少能耗和运行成本,同时确保了生产线在高负荷下的稳定运行。作为2024年的重点项目,该生产线的建设任务紧迫。面对年底临近的交付压力,洁普生产团队迅速响应,优化流程,开启“特事特办”模式,全员加班加点,与客户团队密切协作,仅用不到50个工作日便完成了全部设备的生产任务。目前,主要设备安装工作已顺利完成,生产线已进入电力调试阶段,预计将在12月正式投产。项目负责人胡总对洁普的表现给予了高度评价:“洁普智能环保拥有国内顶级的生产设施,比如高精度加工设备和智能化制造流程,生产出的设备品质一流。他们的团队快速响应,专业精神令人印象深刻,为我们的项目顺利推进提供了强有力的支持。我们非常期待这条生产线的正式投产!”为了实现碳中和与碳达峰目标,中国正在快速行动。光伏、风电等新能源产业高速增长的同时,传统行业也在经历深刻变革:水泥窑使用替代燃料、燃煤电厂生物质掺烧、生活垃圾分选焚烧发电等,成为推动碳减排的重要举措。洁普智能环保作为一家专注于固废资源化解决方案的企业,积极融入国家政策,通过不断创新技术,为传统行业提供高效、可靠的绿色解决方案。未来,洁普智能环保将继续助力行业绿色升级,为世界实现碳中和目标贡献更多力量。